作者: 时间:2022-09-30
在激光焊接中,激光束的空间光调制强度分布是一个重要参数,因为它对熔池的温度分布和冷却速率有着很大影响。国外一团队,Kongju National University的SeungGu Kang 和Joonghan Shin发表一篇文章(Laser beam oscillation welding of aluminum alloy using the spatially modulated beam by diffractive optical element (DOE). Journal of Manufacturing Processes 66 (2021) 387–396),在铝合金焊接实验中,对比了经过衍射光学元件调制的特定光束形状的空间调制光和传统的高斯光焊接,发现了DOE调制光焊接较高斯光焊接减少了很多焊接缺陷,证实了衍射光学元件DOE光束整形在激光焊接领域的应用前景十分广阔。 他们在研究中,用衍射光学器件DOE空间光调制的激光光束强度分布被应用于铝合金激光震荡焊接,并且分析了DOE调制光焊接(MBW)和高斯光焊接(GBW)的焊接特性。依据实验结果,验证了全部锻透条件下,DOE调制光焊接一般要求一个比高斯光束焊接较慢的最大光束速度用于全部穿透,因为激光按中心与环状的能量分布进行传播。另一方面,与高斯光焊接相比,调制光分散的激光能量对于产生稳定的熔池更有效率,从而减少焊接缺陷(焊道表面凹凸,气孔和裂纹)。DOE调制光焊接还在产生相对均匀的熔池温度分布,在改善焊缝的不对称形态方面发挥了作用。背向散射电子衍射(EBSD)分析发现,柱状晶粒主要分布在焊缝边缘区域,等轴晶粒主要分布于焊缝中心区域。微结构中的不对称特性也因为不对称的光束震荡图样和因此而产生的冷却速率差异而被发现。发现在较低冷却速率下凝固的区域表现出较大的柱状晶粒。对于MBW,焊接区域内低角度和高角度晶界比例的不对称特征减弱,这是由于分散的激光能量相对均匀的温度分布造成的。由于冷却速度慢,MBW样品的晶粒可能比GBW大;然而这略微降低了调制梁焊接接头的抗拉强度。从GBW和MBW样品获得的最高拉伸强度分别相当于基材拉伸强度的88%和83.4%。发现GBW和MBW样品的硬度值及其在焊接区的分布相似。还发现,由于重结晶晶粒尺寸的增加,焊缝区的硬度值低于母材。
简介
对高质量铝合金焊接来说,激光焊接技术是一个非常具有前景的技术手段。与其他焊接技术相比,激光焊接有着很多优势,比如窄的热影响区,形变小,出色的精度和效率,特别是,由于铝合金电阻点焊(RSW)的问题(电极尖端的污染和焊接质量差),激光焊接在汽车制造中的采用正在上升。尽管如此,铝合金由于对激光具有高反射和高导热性,导致对激光焊接来说很困难。此外,铝合金的低粘度和熔点导致不稳定的过程,从而导致各种焊接缺陷,如气孔和裂纹。
在这项研究中,在铝合金的圆形光束振荡焊接过程中,使用衍射光学元件(DOE)进行了各种调制的光束强度分布,即光束整形,研究了它们对焊接特性的影响,并与普通高斯光束焊接的结果进行了比较。
实验
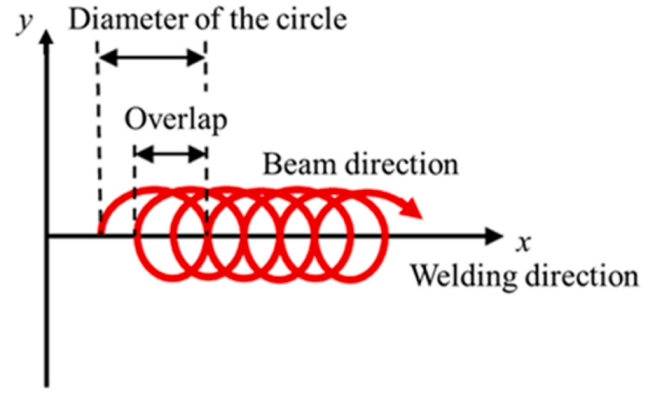
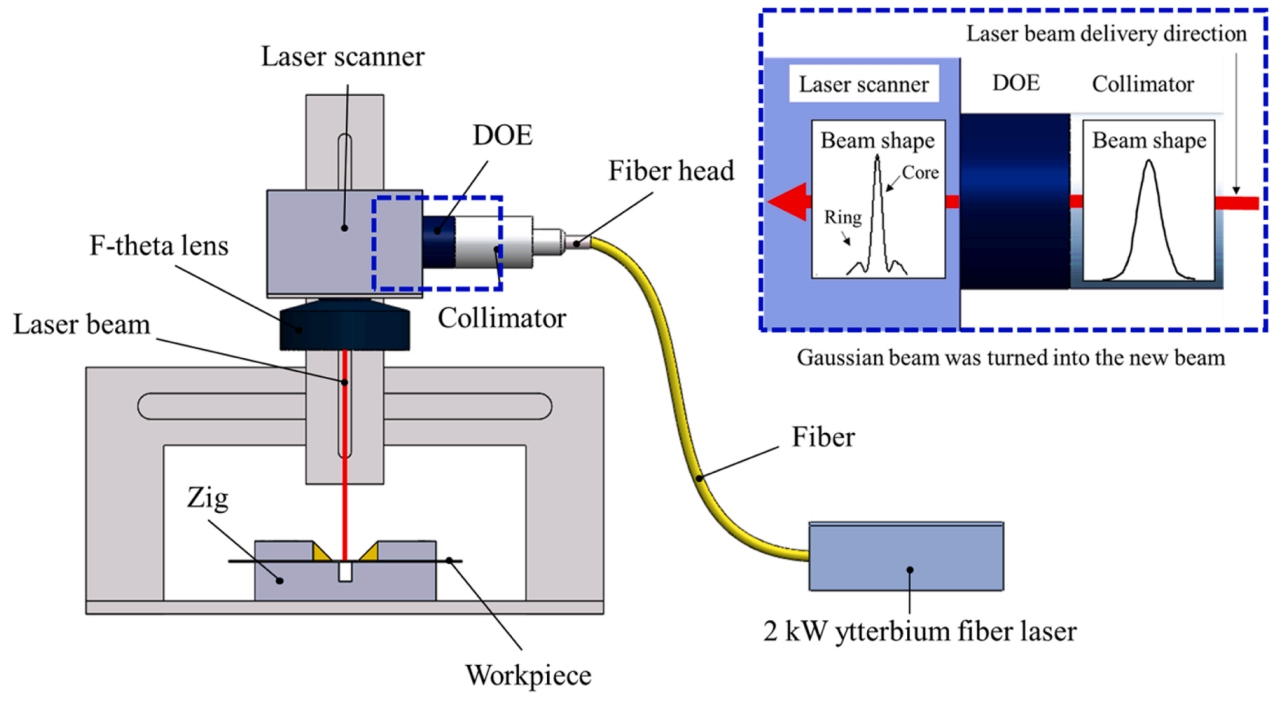
本研究采用AA5052铝合金板进行焊接实验。AA5052工件的尺寸为14cm(长)×6cm(宽)×1mm(厚)。焊接实验前用甲醇清洗工件表面。用于焊接实验的激光源是连续波(CW)镱光纤激光器(EF2000SA,EOTechnics)。激光的最大功率和波长分别为2kW和1064nm。在这项研究中,光束的振荡是由激光扫描仪进行的。来自光源的激光束通过直径为25μm的光纤和直径为120mm、焦距为250mm的准直器传送到扫描仪上。一个255mm焦距的f-theta透镜最终将激光束聚焦在工件上,在这项研究中,圆形光束振荡用于焊接过程。振幅和频率条件分别通过选择圆的直径和重叠程度来确定。因此,束斑的位置实际上是根据焊接速度、圆的直径和重叠程度来确定的,如图所示。
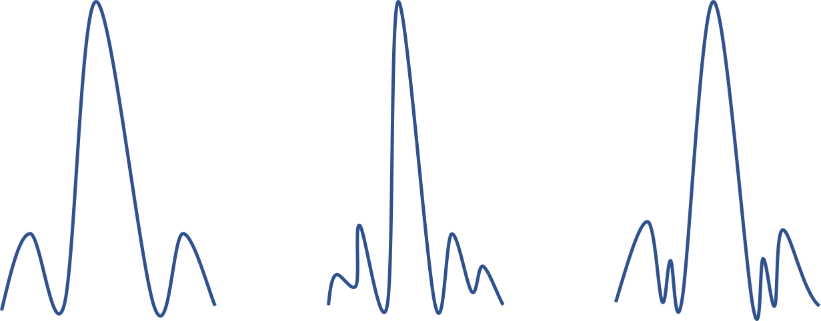
实验中从激光源发出的高斯光束通过放置在光束准直器和扫描仪之间的光束整形器进行调制,装置如图所示。由于光束轮廓调制,原来的高斯光束变成了由纤芯和环形部分组成的新光束。当DOE整形器包含在光束传输光学系统中时,它会根据光束的焦点位置在工件表面上给出不同的光束轮廓。在使用调制光束的焊接实验中使用了三种不同的光束轮廓,如图所示。光束轮廓仪(HP-LQMII,PRIMES)用于测量光束尺寸和轮廓。将具有不同光束轮廓的调制光束的焊接特性与正常高斯光束的焊接特性进行了比较。
为了分析焊缝形态和微观结构,焊接样品用砂锯切割,然后用环氧树脂和硬化剂的混合物安装。为了获得焊缝横截面的光亮表面,暴露的焊芯部分依次研磨(用砂纸)和抛光(用抛光垫和高达1μm的金刚石悬浮液)。然后用Keller试剂(5mLNO3、3mLHCl、2mLHF和19mLH2O的混合物)对抛光表面进行化学蚀刻。用光学显微镜(AM4515系列,DinoLite)观察焊缝形态。在这项工作中,使用电子背散射衍射(EBSD)装置(HIKARISUPER,EDAX)分析了焊缝横截面的微观结构。EBSD扫描以0.7-2μm步长进行。
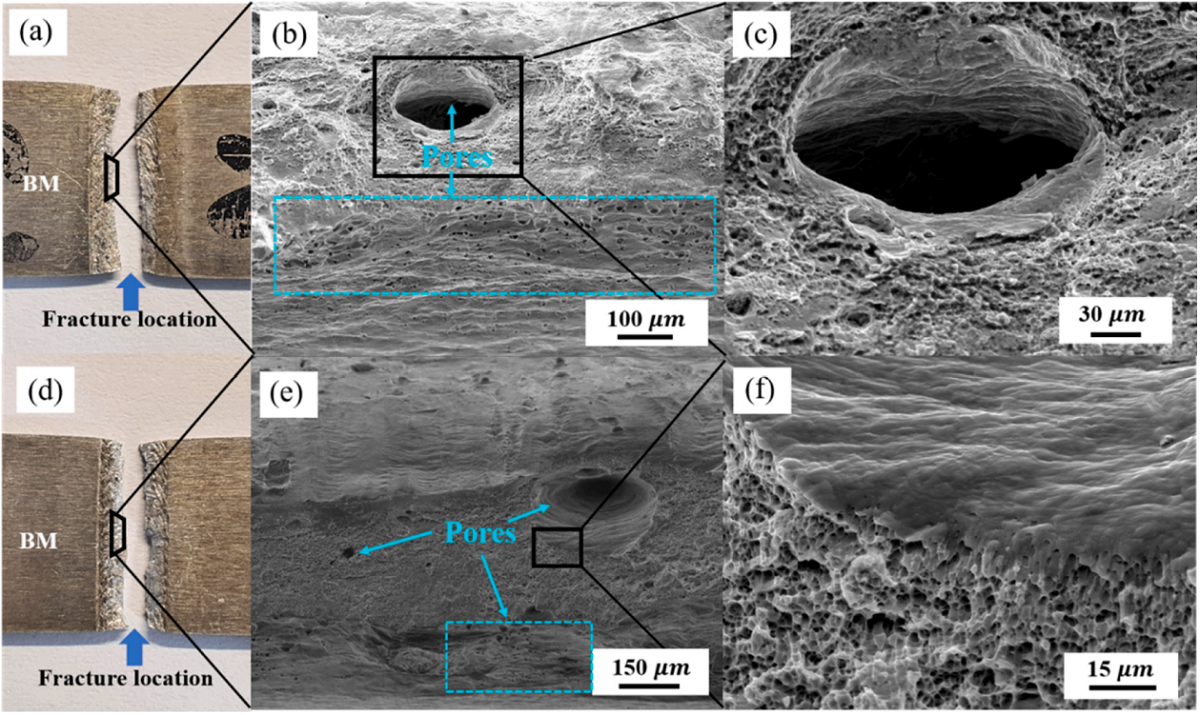
在这项研究中,通过拉伸试验和硬度测量来研究焊缝的力学性能。为拉伸试验准备了尺寸为ASTME8M的试样。十级试验使用万能试验机(AG-X250kN,SHIMADZUCorp.),试验中使用的十字头速度为1mm/min。用数字维氏硬度计(HM-122,Mitutoyo)测量焊缝的硬度。对于硬度的测量,使用50g和10s的停留时间。在拉伸试验之后,用场发射扫描电子显微镜(FE-SEM,TESCANMIRALMH)分析详细的断裂形态。
结果讨论
在本研究中,使用DOE整形器调制光束的激光束振荡焊接对AA5052进行,并与高斯光束焊接的焊接特性进行了分析。主要结论如下:
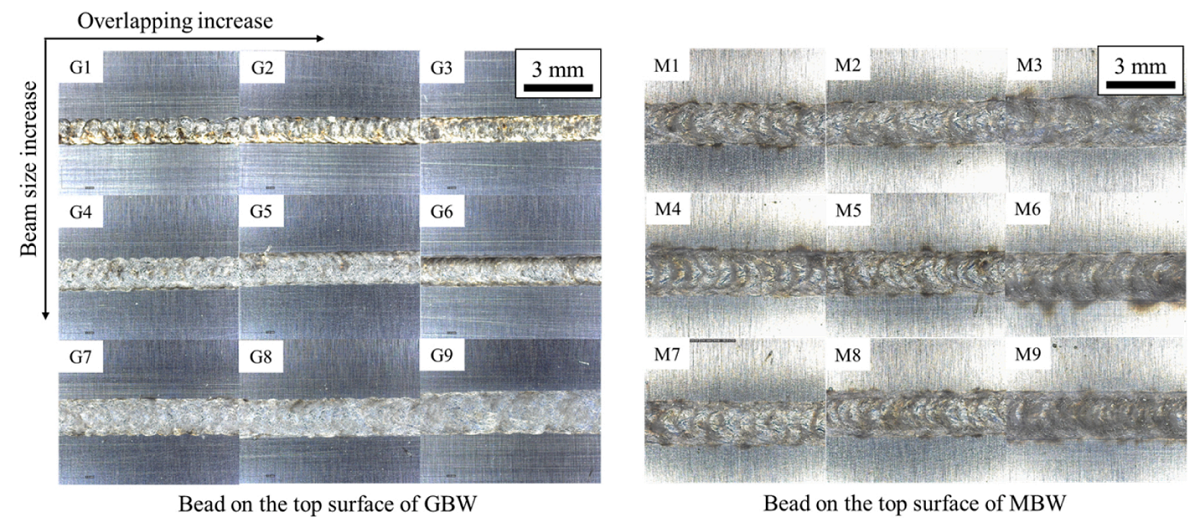
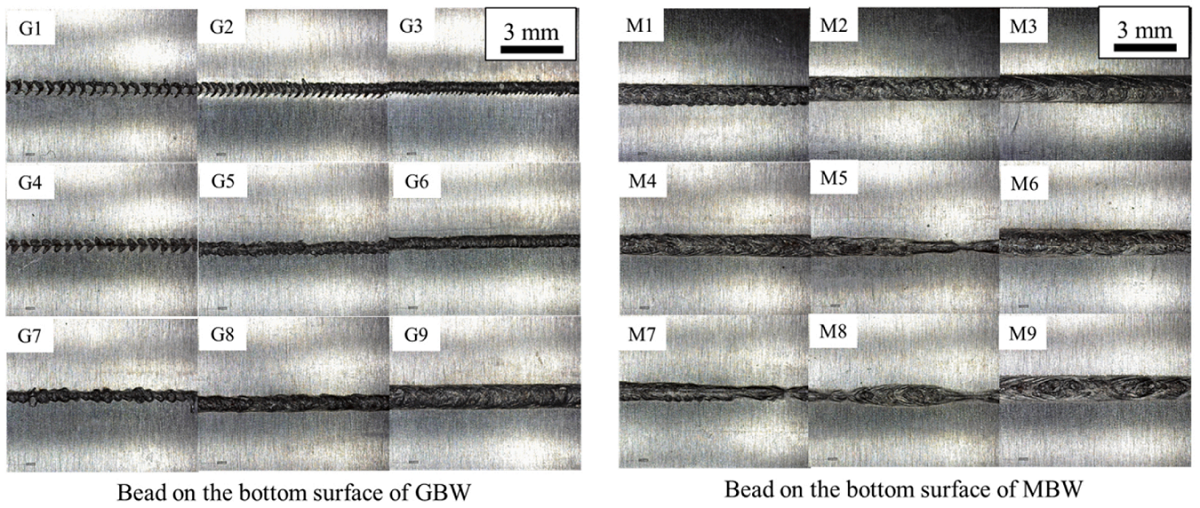
1.在GBW中,完全穿透的最大速度随着光束强度和重叠的增加而增加。MBW的最大速度也随着光束重叠而增加,但由于每个光束尺寸的光束轮廓不同,没有看到光束强度(或光束尺寸)的趋势。据发现,由于光束点内分散的激光能量,MBW需要较低的最大速度来完全穿透。MBW中这种分散的激光能量分布有利于熔池和小孔的稳定,与GBW相比,这减少了焊接缺陷(凹凸不平的表面结构、裂纹和气孔)。
2.由于不对称的光束振荡轨迹以及由此产生的不对称温度分布和熔体流动,GBW生产的一些焊接样品发现了不对称的焊缝形状。MBW中几乎没有观察到不对称焊缝形态,这是由于调制光束的分散激光能量引起的温度分布相对均匀
3.由于焊接区的非对称冷却速率,在焊接区的微观结构中也发现了非对称特征。发现在低冷却速率下的区域表现出较大的柱状晶粒的生长。出于同样的原因,MBW样品的晶粒比GBW样品大。在MBW中,焊缝区低角度晶粒边界和高角度晶粒边界比例的不对称特征减少,这是由于分散的激光能量相对均匀的温度分布造成的。
4.GBW样品的焊接接头抗拉强度最高(占基材的88%),这是由于与MBW样品相比,GBW样品的晶粒尺寸更小。然而,具有严重缺陷的GBW样品显示出最低的拉伸强度(BM的65.5%)。MBW生产的焊接接头具有相似的抗拉强度(基材的79.9-83.4%)。对于硬度,GBW和MBW样品之间没有发现显着差异,并且WZ的硬度低于BM的硬度,因为通过重结晶增加了晶粒尺寸。
参考文献
Laser beam oscillation welding of aluminum alloy using the spatially modulated beam by diffractive optical element (DOE), SeungGu Kanga, Joonghan Shina,b. Journal of Manufacturing Processes 66 (2021) 387–396
a. Department of Future Convergence Engineering, Kongju National University, 1223-24 Cheonandaero, Seobuk-gu, Cheonan, 31080, Republic of Korea
b. Department of Mechanical Automotive Engineering, Kongju National University, 1223-24 Cheonandaero, Seobuk-gu, Cheonan, 31080, Republic of Korea


