作者: 时间:2021-06-08
采用传统高斯光束的划线,在单脉冲激光切除材料时会产生侧壁不均匀、裂纹、较多的残渣等情况,而在工作面上进行平顶光束整形,优化了能量分布,对a-Si和CdTe薄膜太阳能电池的P2和P3区域进行太阳能电池激光划线加工效果进行了大幅优化。
与纳秒级激光源相比,皮秒激光器脉冲宽度较短而具有较高的脉冲功率,这些源产生的热影响区域相对较小,可以产生更精细的微观特征,并减少熔体效应;
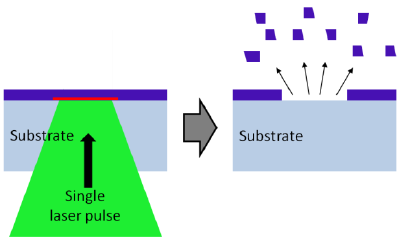
用激光从上方照射样品,并将样品倒置安装,这样被移除的材料就会因重力从样品中脱离,这样光束整形激光划线后,即使不清洗也能得到非常干净的后处理样品。
略低的脉冲能量会导致吸收层和接触层交界面的隆起或部分材料附着的现象,但不足以完全去除材料。通过对平顶光斑激光划线速度的控制,可以调整光束整形激光划线对材料表面的作用能量。
方案设计:
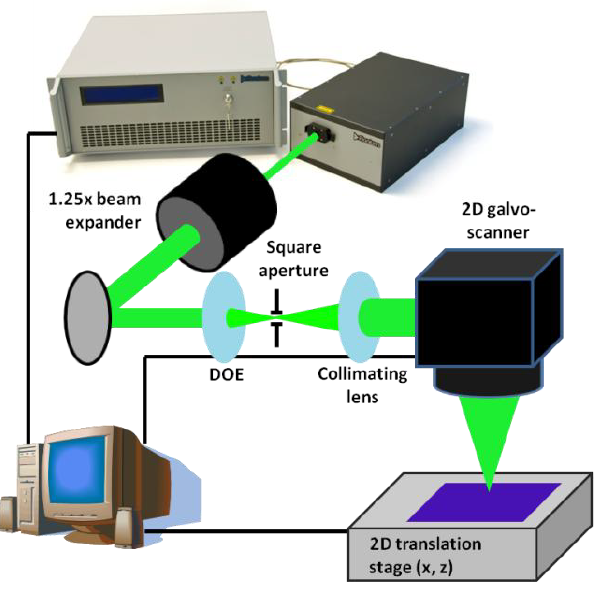
皮秒脉冲激光器:波长532 nm,脉宽30ps,脉冲重复频率为200 KHz。
平顶光斑激光划线装置的原理图如下:(DOE为Holoor光束整形器件)
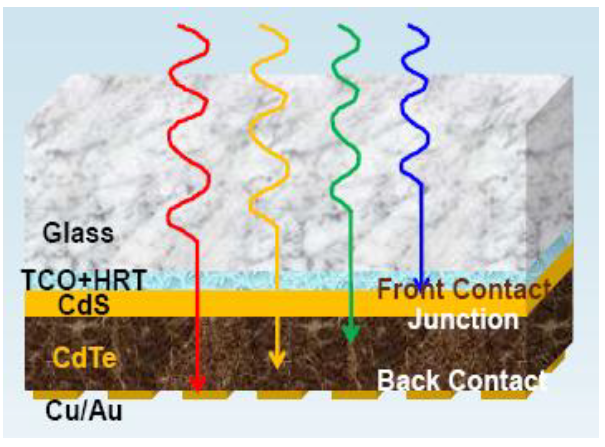
CdTe光伏器件结构如下:
实验结果:
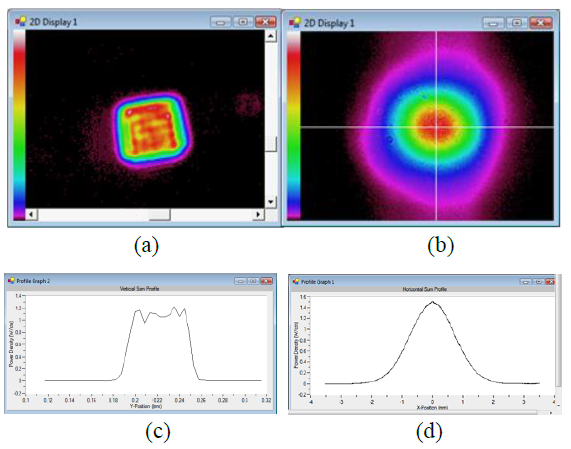
下图a代表Holoor DOE的平顶光束整形的方形光斑的二维图像,图b代表高斯光束的二维图像,图c代表Holoor DOE的平顶光束整形的方形光斑的轮廓图,图d代表高斯光束的轮廓图。显示了平顶光束整形的方形光斑光束质量更优。
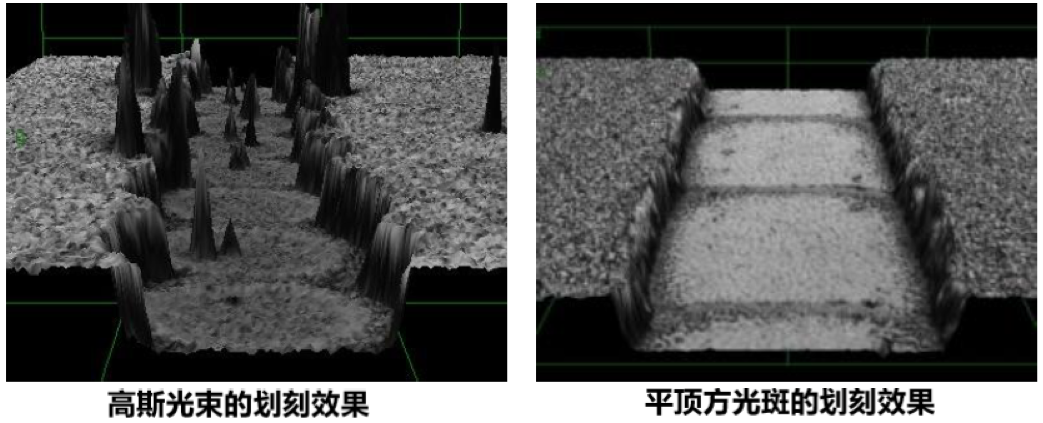
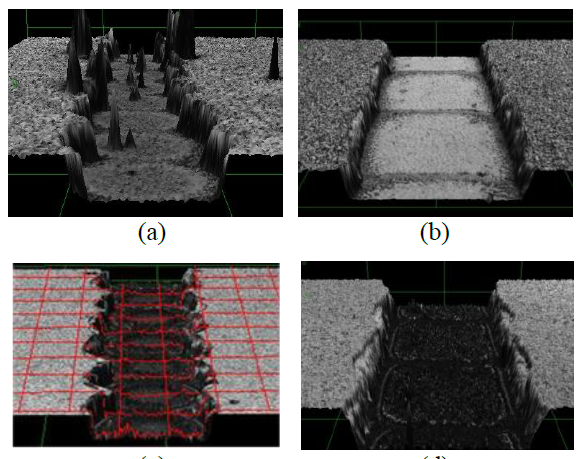
在CdTe上,a代表 P2用20um高斯光束刻划的3D共聚焦显微镜图像,b代表P3用37um平顶光束整形的方形光斑刻划的3D共聚焦显微镜图像;在a- Si(非晶硅)上,c代表P3用高斯光束光束刻划的3D共聚焦显微镜图,d代表P2用平顶光束整形的方形光斑刻划的3D共聚焦显微镜图像。
图像显示了不管对于P2还是P3的加工,平顶光束整形的方形光斑划刻的侧壁直线度有明显改善,剥离形状更规则。
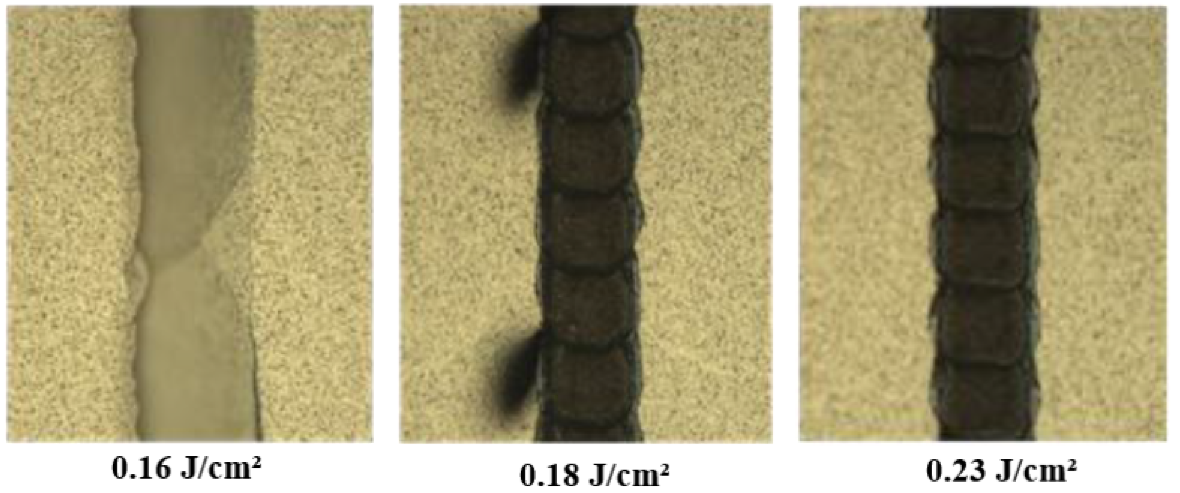
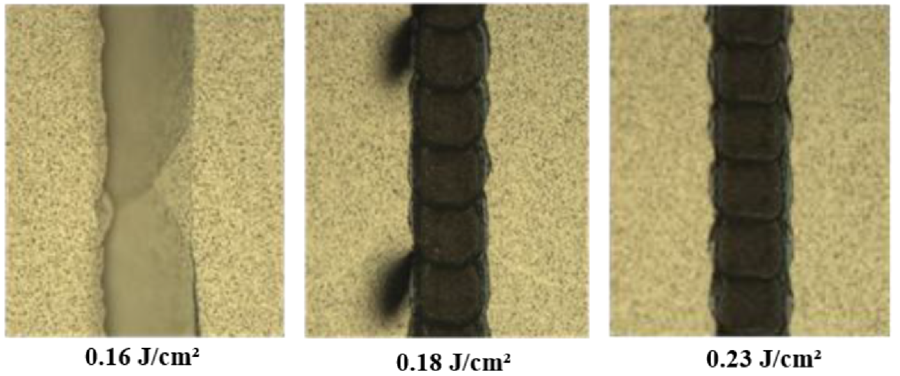
略低的脉冲能量会导致吸收层和接触层交界面的隆起或部分材料附着的现象,但不足以完全去除材料。需要定下最佳的能量阈值,如下图,在7000mm/s的条件下,能量阈值在分别为0.16、0.18、0.23J/cm²的效果如下图;
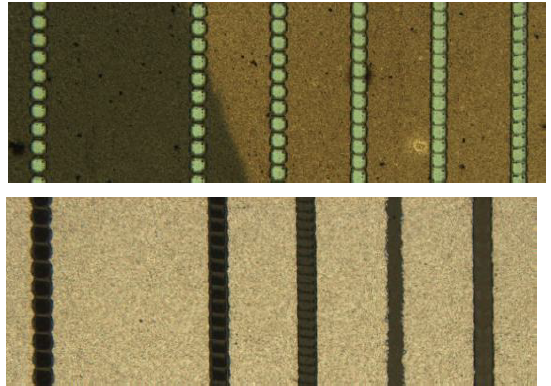
下图的上半部分描述了皮秒光纤激光器对P3 CdTe作用,激光器的脉冲通量为0.21 J/cm,脉冲重复率为200 kHz,速度为6000-9000 mm/s(从右到左)的划线结果;
图的下半部分描述了P2 a- Si作用,激光器的脉冲通量为0.23 J/cm2,速度从1000-8000 mm/s(从右到左)。最后确定其最佳速度为7000 mm/s,能量通量为0.18 J/cm2。
结论:
1.平顶光束整形后的能量是普通高斯光束划线能量的一半,
2.用Holoor的DOE后可将高斯光束变成太阳能激光划刻所需的方形光斑,其激光划刻后的侧壁直线度明显改善,剥离形状更规则,在太阳能激光划刻、太阳能电池激光划线等应用方面效果极佳。


