作者:李gh 时间:2026-01-20
在工业激光加工、半导体制造、显示面板、医疗美容、光伏及科研领域中,激光不仅要求“功率稳定”和“尺寸可控”,更重要的是空间能量分布的均匀性。激光光斑的不均匀会直接导致:材料加工不一致(过烧、欠烧),曝光或退火不均,光学系统评价失真,光斑整形与匀化系统调试困难等。因此,激光均匀性(Uniformity / Non-Uniformity)已经成为评价激光质量的重要指标之一。DataRay 光斑分析仪(WinCamD 系列)在软件中提供了多种与均匀性相关的分析算法和显示模式,形成了三种典型、互补的均匀性测量方法标准。本文将系统阐述这三种方法的原理、定义、计算方式、操作要点、适用场景及优缺点。
激光均匀性测量的基本定义
在 DataRay 光束分析仪中,激光均匀性通常指:在选定光斑有效区域内,激光强度(或能量密度)相对于理想分布的偏差程度。
均匀性评价必须明确以下前提条件:
-测量区域(ROI / Aperture)
-参考值(平均值、最大值或理想模型)
-评价算法,归一化方式(峰谷比、标准差、RMS 等)

图1:DATARAY WinCamD-LCM系列
均匀性测量方法一:Top-Hat平顶均匀性分析
该方法适用于设计目标为平顶(Top-Hat / Flat-Top)光斑的激光系统。
评价指标:平顶区域最大值/最小值,均匀性百分比,表面粗糙度(Roughness),边缘陡度(Edge Steepness)
典型应用:激光匀化器验证,光刻/曝光系统,显示面板处理,医疗美容平顶光斑
方法原理:Top-Hat 模式假设被测激光光斑为理想平顶光束(Flat-Top Beam),其特征是:
-中央区域能量分布尽可能恒定
-边缘存在明显陡降(Edge Steepness)
DataRay 光束质量分析仪软件通过 Top-Hat 拟合算法,在二维光斑数据中自动识别:平顶有效区域,平均强度值,边缘过渡区,并在该区域内评估均匀性。
在平顶均匀性模式下,均匀性通常定义为:
Uniformity=(Imin/Imax)*100% 或者Non-Uniformity=(Imax-Imin)/(Imax+Imin)
其中:Imax :平顶区域内最大强度,Imin:平顶区域内最小强度。
在 WinCamD 光束分析仪中,该模式配合:
-Top-Hat Fit 显示
-Edge Steepness(边缘陡度)
-Coefficient / Roughness(粗糙度)
用户可通过设置 Aperture 或 Inclusion 区域,确保只统计平顶核心区域平顶均匀性。
模式二:基于统计标准差的均匀性分析模式:标准差均匀性(Standard Deviation / Coefficient of Variation)
该方法基于统计学原理,不依赖任何理想光斑模型,直接评估光斑内像素强度的离散程度。
评价指标:平均强度(Mean),标准差(Standard Deviation),变异系数(CV)
典型应用:任意光斑形态(非规则),多模激光,散斑明显的系统,科研与定量对比分析
方法原理:标准差均匀性数值越小,像素强度围绕平均值的波动越小。
核心参数定义:
-平均值(Mean Intensity)
-标准差(Standard Deviation)
-变异系数(Coefficient of Variation, CV)
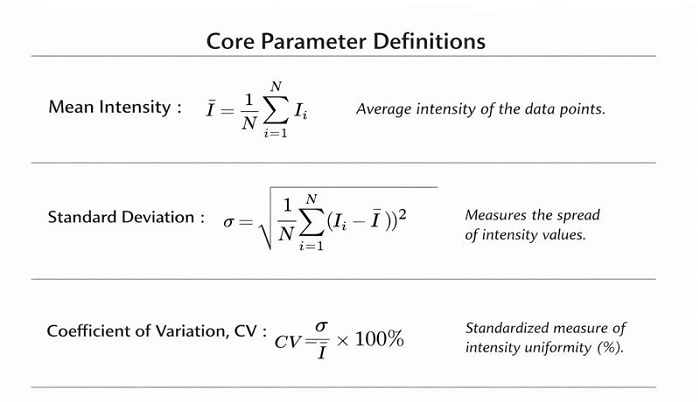
图2:基于统计标准差的均匀性分析模式公式
模式三:RMS非均匀性测量模式(RMSD Non-Uniformity)
RMS非均匀性是一种国际上广泛采用的标准化指标,本质上是对强度偏差进行归一化的均方根计算。
典型应用:行业规范验收,批量产品一致性评估,高端科研与计量应用,不同系统之间的客观比较
方法原理:实际光斑与理想均匀分布之间的整体偏离程度。WinCamD 中对应功能为:Show RMSD Non-Uniformity.
在ROI内:RMS非均匀性该结果通常以百分比表示
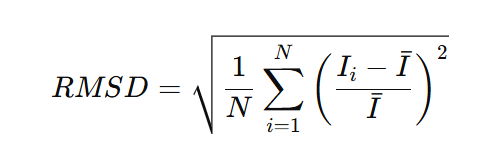
图3:RMS非均匀性公式
DataRay 光束质量分析仪并非仅提供单一均匀性数值,而是通过多种互补算法,为不同应用场景提供可靠、可追溯的激光均匀性评价手段。用户可根据自身应用目标选择合适的均匀性测量方法,确保测试结果既符合工程直觉,又满足行业规范。


