作者: 时间:2022-12-07
在各种现代科学和工业激光应用中,光束整形技术可以操纵激光光斑的大小和它的强度分布。然而,由于现实生活中的缺陷和影响,所设计的激光光斑经常偏离设计目标,例如,输入激光失真、光学失真、加热、整体不稳定性和非线性效应。激光提供了以非常高的精度向目标区域精确地提供大量能量的能力。因此,监测光束功率大小和光束位置对于高质量的结果和重复性是非常重要的。
1. 激光传播的基本原理
当光束传播时,它的宽度和空间强度分布在空间和时间上都会发生变化,这是由于激光腔的变化以及与光学元件的相互作用,使其宽度和空间强度分布在空间和时间上发生变化。空间强度分布是表明激光束在应用中如何表现的基本参数之一;第二个基本参数是总的激光功率。
随着输出功率的增加,准确和快速的测量越来越难进行。理论有时可以预测光束的行为,但透镜和反射镜的制造公差以及影响激光腔的环境条件都需要验证。因此,准确测量功率及其沿传播轴的分布情况是很重要的,尤其是在焦点处,这对材料加工来说是最重要的。ISO标准11146涵盖了这些参数,它定义了用于测量此类光束的方法。
1.1 光束腰和发散
激光光束在空间中传播时,会发生横向发散。因此对发散的预测需要进行测量验证。激光光束发散与衍射理论的预测是一致的。在一般情况下,光束发散可能非常小,不容易辨别,因此需要沿其传播方向进行多次测量。下面的公式准确地描述了光束在空间的传播,使工程计算能够预测到激光光束沿其传播轴的特性。这个模型和符号与Siegman的开创性工作一致(《激光》,大学科学出版社)。激光束波前在空间的发散是根据以下公式进行的。
M²=¶W0Ɵ/λ
这个值是高斯和非高斯光束的远场角半径(半角发散)。值得注意的是,光束直径和发散随距离z的传播变化是单一参数Wο的函数。因此对于光束是完全高斯的情况,有M²=1。对于非高斯激光束传播是两个参数Wο和M²的函数,其中M²总是大于1。因此,M²参数是一个单一的值,描述一个已知腰部尺寸Wο的一般光束传播。
1.2 近场与远场发散
从下图可以看出,高斯和非高斯的激光束都不是线性发散的。在Wο点附近,或腰部位置,发散角很小,而在远离激光腰部的地方,发散角接近渐进极限,如图3所述。沿着Z轴的区域,发散角很低,有时被称为焦点深度。瑞利范围被定义为光束半径发散的距离,其系数为√2,并通过相同的基本公式计算。
Z®=¶W0²/λ
- 其中Z®是指从Wο平面传播的距离。
- λ是光的波长。
- Wο是腰部的半径。
瑞利长度范围是近场发散和中场发散的分界线。远场发散(即激光器规格中引用的数字)必须在远离瑞利长度范围的地方测量。对于一束聚焦的光束,从腰部(焦点)到远场的距离可以是几毫米或更少。对于直接来自激光器的光束的激光,远场距离可以用米来衡量。需要测量的基本光束参数有:
-总光束功率
-在腰部或焦点位置的光束轮廓
-沿着传播方向的一些光束轮廓,包括大大偏离瑞利长度范围的位置
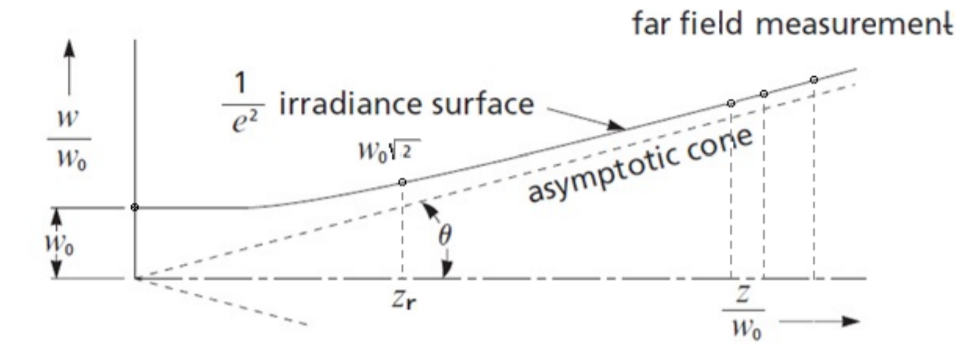
图1 描述了激光束沿Z轴的传播和光束轮廓测量的可能位置
2. 测量的基本原理
正如我们上面所显示的,所有的测量基础是有能力沿着几个交叉点测量和定义光束宽度和光束轮廓,从而得到激光束所有的特征。因此,定义光束宽度,对测量和分析来说是最重要的。
2.1 定义光束的宽度
光束没有明确的定义,理论上,在某一位置Z的光束轮廓延伸到无穷远。因此,光束的尺寸不能像一些机械物体那样容易地被一个单一的数字所定义。当在与光轴正交的平面上测量时,通常使用的光束宽度的定义是光束强度具有其峰值的1/e²(13.5%)的宽度。这是从高斯光束的传播中得出的,适用于以TEM00基本模式工作的激光器。
然而,许多激光器与完美的高斯光束有很大的不同,应用这个简单的定义会导致问题。因此,IS011146标准将光束宽度指定为强度的第二时刻点,这个值是由原始强度计算出来的。
2.2 测量光束宽度的方法
有四种主要类型的光束测量仪器:基于摄像头的系统,刀口扫描式轮廓仪,狭缝扫描式轮廓仪,和针孔扫描器。每一种都有各自的优点和缺点。不同的测量技术可能导致轻微的不同的轮廓。在某种程度上,扫描式轮廓仪被认为是同一家族的,通常是使用光圈的机械装置,在激光束上扫描,从而产生传输功率与孔径位置的关系。这些扫描设备在分辨率、光束大小(非常小的和大的光束测量能力)方面有一些优势,而且它们能够测量从深紫外到远红外的大波长范围。它们的主要缺点是对脉冲激光的性能较差。
刀口扫描式轮廓仪的发展提供了精确的功率测量能力,并且对于多个扫描刀口来说,能够通过断层成像算法进行光束重建。照相机型光束剖面仪对于激光光束的成像是非常好的,包括连续和脉冲光束,但有一些限制,在分辨率、功率测量和波长范围方面有一些限制。
3激光材料加工的基本原理
制造技术的进步,以及更快、更准确的程序的趋势,为新的 金属焊接和切割应用的大门,基于高功率激光器。现在,激光焊接和切割技术正在被用来取代旧的工艺,从而提高生产率和降低总体成本。此外,高性能应用中对更高精度的需求,特别是在汽车行业,已经增加了这些激光器的使用。
这些激光器作为一种更高质量和更有效的技术得到了更多的使用。此外,由于激光焊接和切割是一个非接触的过程,因此,金属的变形也是一个非接触的过程。同时,由于激光焊接和切割是一个非接触的过程,部件的金属变形实际上是被消除的。特别值得关注的是光纤激光器,其良好的光束质量加上高的CW功率提供了深层穿透力,焊接,以及卓越的金属切割能力。对这些CW激光器进行调制,可以获得峰值高、平均功率低的脉冲激光器,用于低热输入的应用。光纤传输提供了灵活性,可以集成到传统的焊接头、Galvo头、机械臂和远程焊接系统中。无论使用何种光束传输技术,光纤激光器都能提供无与伦比的性能。保持可靠性的结果,实时测量其焦点处的光束轮廓是最重要的,也是一项具有挑战性的任务。激光材料加工对光束特性特别敏感,而加工结果在很大程度上取决于激光的光束质量。激光切割和烧蚀特性,如深度和边缘质量,是由光束直径决定的。在激光焊接中,焊缝特性由材料类型决定。光束的功率密度和稳定性、聚焦深度等等。此外,热透镜等效应将直接影响光束质量和稳定性。
为了进一步了解高功率光束剖析的复杂性,我们将很快描述两个主要应用的特点:焊接和切割
3.1激光焊接
有许多焊接方法,然而,我们将把注意力集中在沉积焊接上,即用填充材料来填补两个部件之间的间隙。沉积焊接也是一种有用的工艺,适用于表面精加工以及修复或修改现有部件。在自动沉积焊接中,机器引导填充材料到要焊接的区域。冷却后,一个金属层会凝固,并可以进行机械加工。
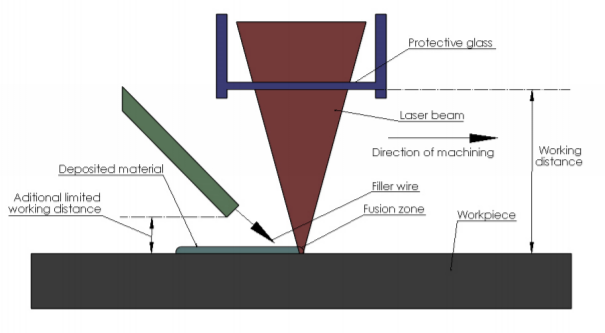
图4 描述了一个典型的沉积式焊接头。
由于保护玻璃和光斑位置之间的工作距离有限,直接在其机械外壳中测量激光束可能非常困难。此外,填充线导板会突出到激光头和工件之间的自由空间,从而进一步限制了工作距离。
3.2激光焊接的原理
聚焦的激光束击中填充线并加热材料。它将填充材料加热到其熔点并融合到要焊接或填充的表面。一旦它完全焊接或填充了工件,这个过程就会持续下去。沿着预定的焊接轮廓移动激光头,边移动边熔化填充材料并进行焊接。
3.3激光切割
切割是激光在材料加工中的最大应用之一。波长、功率、光束质量和光斑是决定切割动态的一些参数。就应用而言,脉冲激光器被用于薄金属和非铁金属的精细切割,而连续激光器则用于切割各种厚材料。波长为1070nm的光纤激光器是激光切割的理想选择。
3.4激光切割的原理
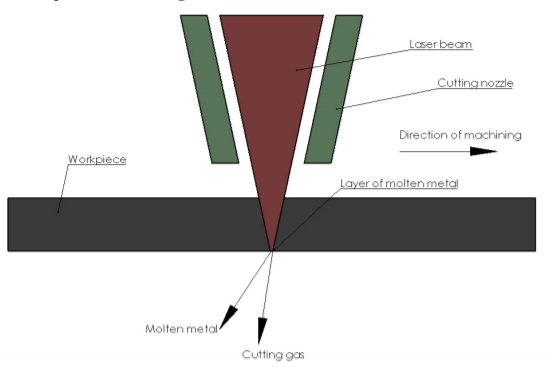
图5描述了激光切割的过程。
聚焦的激光束发生在工件上,将材料加热到其熔点甚至是汽化点。一旦穿透工件,切割过程将通过激光束在工件轮廓上的移动而持续进行。通常情况下,加压气体会将熔化的材料往下吹,使其离开切割面。在激光钻孔中,一个短的激光脉以高功率融化和汽化材料。总而言之,激光器可以处理各种材料加工任务。切割应用的范围包括从纸张般薄的半导体芯片的微米级精确切割点到30毫米厚的钢材的高质量切割


