作者:韦bq 时间:2026-06-22
德国Infrasolid是纳米结构黑体红外光源领军厂商,核心产品HIS系列为近理想黑体、高发射率、可脉冲调制的宽光谱黑体光源,主打高效、长寿命、高稳定性,广泛用于 NDIR 气体分析、红外光谱与便携传感。本文简述高效率黑体辐射光源的操作说明及注意事项:
运输与静电放电防护:
德国Infrasolid的产品符合电子元件在运输和储存方面的常规要求。请特别注意保护元件,避免其受到异常的机械载荷或有害气体(尤其是腐蚀性气体)及蒸汽的侵害。
德国Infrasolid的黑体红外光源采用防静电包装(图1、2)进行运输,该包装内含两种类型的泡沫材料,建议在处理前,将光源保存在原包装盒中进行运输和储存。
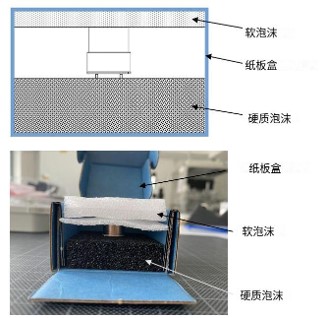
图1:TO封装黑体红外光源的防静电包装侧视图
该包装由一个内含硬质泡沫的纸箱、TO封装黑体红外光源以及软质泡沫组成
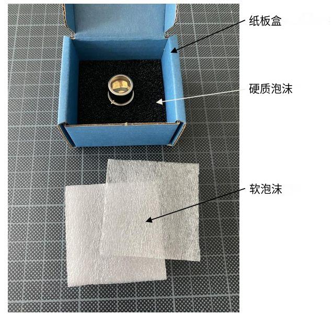
图2:TO封装宽光谱黑体光源的防静电包装俯视图
该包装由一个内含硬质泡沫的纸箱、TO封装热辐射光源以及软质泡沫组成
德国Infrasolid黑体光源/宽光谱黑体光源的处理:
在操作Infrasolid黑体光源以及将其安装到设备后,请注意以下事项:
(1)基本预防措施
- 佩戴丁腈橡胶(0.11mm)防护手套,建议穿着实验服。
- 接触产品时,建议佩戴手套或使用镊子。徒手接触产品可能会导致特性劣化、焊锡润湿性问题以及电镀层腐蚀。
- 对于开放式发射极,须格外小心,以确保发热丝不受损,切勿用手或镊子触碰发热丝。
- 在清洁的环境中进行操作。
- 避免皮肤接触,防止物理损坏,并避免产生粉尘。
上述信息虽被认为准确无误,但并不意味着包含所有信息,仅供参考。
(2)防尘、防污染及防刮擦措施
- 如果窗口材料上沾有灰尘、污渍或划痕,光学性能可能会下降。窗口材料上的灰尘、污渍或划痕会降低透光率。
- 为防止窗户材料出现划痕和裂纹,请勿对其施加强力摩擦、撞击或压力。请避免尖锐或坚硬的物体接触窗口材料。
- 仅带窗口的光源:请使用气吹枪清除附着在窗口材料上的灰尘,请勿使用气吹枪清洁敞开式散热器。
- 如果油渍、油脂或其他无法用气吹去除的物质附着在窗口材料上,请用蘸有乙醇等溶剂的棉签轻轻擦拭,以免划伤窗口(图3)。用力擦拭或反复擦拭同一区域会导致划痕,从而降低光学性能或可靠性。
- 请勿用干布或棉签擦拭屏幕。否则可能会造成划痕,导致设备故障。
- 在包装或运输安装有该产品的设备时,请采取预防措施,以保护窗口材料免受污渍或划痕的损害。
(3)光源窗口的清洁
请尽量避免使用溶剂进行清洁,如果必须使用,请注意以下几点:
- 使用乙醇等醇类溶剂。
- 请通过事先试验,确认清洁方法没有问题。
- 用蘸有乙醇或类似溶剂的棉签轻轻擦拭窗户表面上的污渍(图3)。
- 请勿使用超声波清洗或蒸汽清洗,否则可能会对产品造成严重损坏。
(4) 振动、冲击和应力
所有TO封装光源均符合以下标准:
- JESD22-B103(振动,对数扫描20…2000Hz,峰值20m/s²,X/Y/Z方向)
- JESD22-B110(跌落测试,5000m/s²,6个方向)
如果产品长期受到振动,或遭受超出这些标准的频繁或剧烈冲击,可能会损坏发射器和红外窗口。
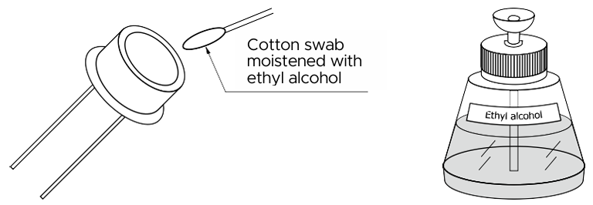
图3:使用蘸有乙醇或类似溶剂的棉签,轻轻擦拭窗户材料上的污渍
处理Infrasolid黑体光源/TO封装高效率黑体辐射光源时应避免哪些事项:
- 请勿用螺丝拧紧盖子。
- 请勿旋转或弯曲排针。
- 请勿以超过2N的力拉扯排针。
- 请勿以超过1N的力按压盖子。
- 使用钳子弯曲排针时,弯曲角度不得超过10°,且距离排针头至少2mm。
- 开放式发光二极管:请勿触摸发光丝。请勿使用吹风机清除灰尘。
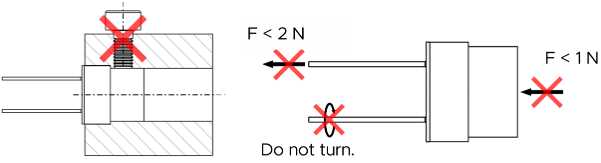
左图:请勿用螺丝拧紧盖子。
右图:a.拉动插针时,作用力不得超过2N。b.按压插盖时,作用力不得超过1N。c.请勿旋转排针。
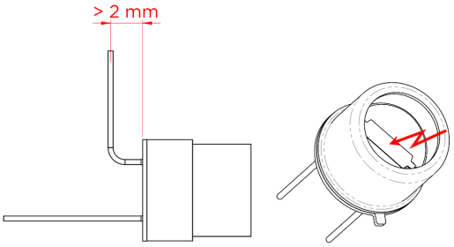
左图:请勿用手弯曲排针,否则可能会损坏玻璃外壳,导致漏液。
请使用钳子来弯曲排针。弯曲点与排针之间的距离必须大于2mm。
右图:开放式发光二极管:a.请勿触摸发光丝。b.请勿使用吹风机清除灰尘。
高效率黑体辐射光源的推荐储存条件:
|
参数 |
储存条件 |
|
产品未装入防潮袋 |
温度:15°C -35°C |
|
湿度:30%-75% |
高效率黑体辐射光源焊接说明:
焊接过程中过热或散热不足可能会损坏发射极!
请仅采用手工焊接,并遵循以下说明:
- 虽然并非绝对必要,但建议使用接地且绝缘电阻不低于10MΩ的烙铁,以避免静电积聚。
- 请使用带温度控制功能的烙铁。
- 请参照下表和图4,根据给定的最高焊接温度T 以及焊接接头与TO底板之间的距离L,采用相应的最大焊接时间。
- 请勿让烙铁直接接触产品电极以外的其他部件。烙铁若直接接触TO封装或红外窗口/滤光片,可能会造成机械或光学损坏。
- 请使用无清洁型焊料或松香型助焊剂。使用酸碱含量较高或无机助焊剂可能会导致连接处发生腐蚀。
- 使用散热片来散热。
针对给定的最高焊接温度T以及焊接接头与TO底板之间的距离L,推荐的最大焊接时间。
|
温度T |
距离L |
||
|
2mm |
5mm |
8mm |
|
|
245 °C |
6s |
10s |
14s |
|
265 °C |
5s |
8s |
11s |
|
300 °C |
3s |
3s |
7s |
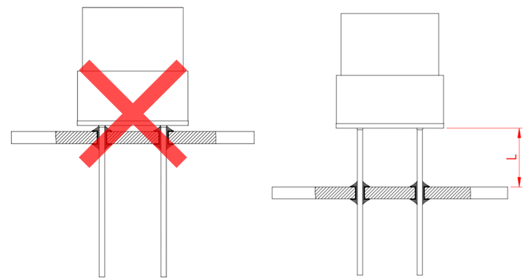
图4:请采用上表中TO底板与焊接点之间的最小距离L


